Photograph by: Sebastiano Erras.
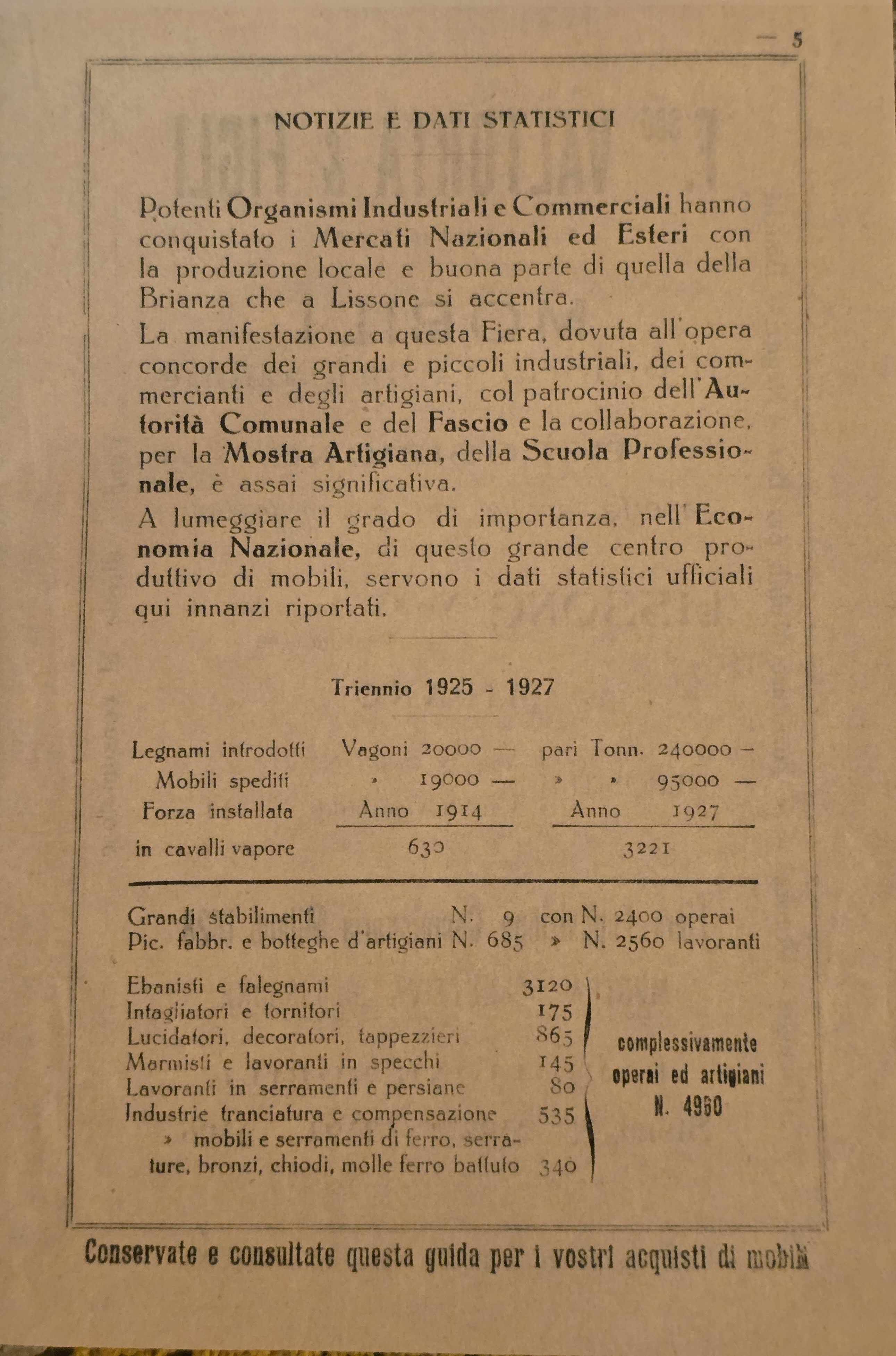
View the booklet of the Milan Fair 1928 here
The workbench is the essential element that defines a workshop. It consists of a top with a rectangular base formed by four legs joined together 15cm from the floor by four crosspieces 20cm in height. Inside the rectangle formed, at the bottom, a 2x2cm strip is fixed which supports small boards 1.5cm thick placed crosswise to form the base.
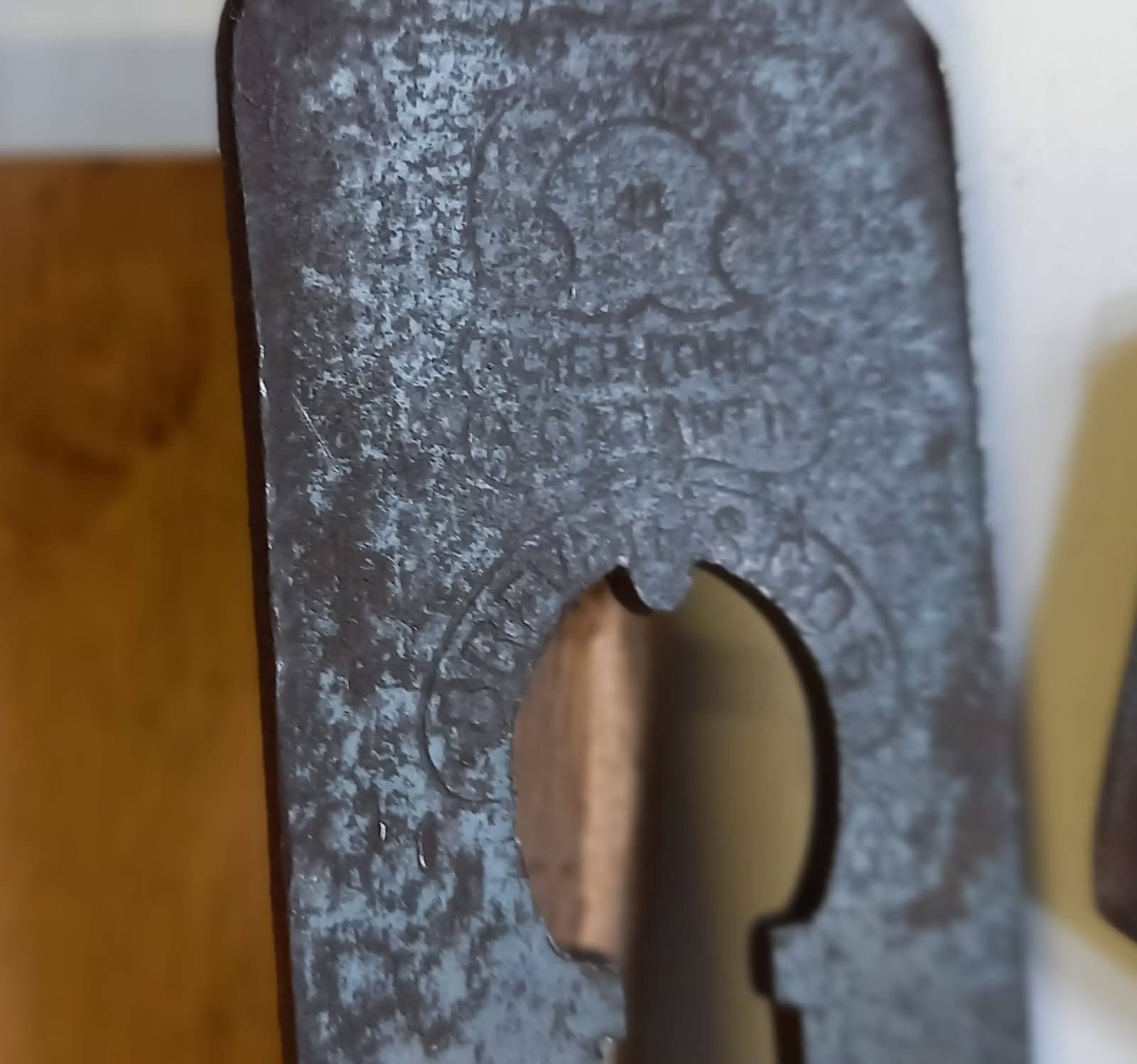
The top can range from 150cm to over 300cm in length and from 60cm to over 100cm in width. It is made from solid hardwood planks (elm, oak, walnut) joined together by a sturdy framework 10-12cm thick. On the right side along the length, a drawer vice is positioned which moves horizontally by means of a large wooden screw (also in iron). The beginning of the vice's travel determines the length of the base, which matches the exact width of the top. At 5cm from the edge along the length of the top there are holes measuring 4.2 x 2.2 by 1.5cm, 2cm deep towards the vice. For the remaining 2.7cm they perforate the top completely, spaced a few centimetres apart from the beginning of the vice structure with a depth of 2cm towards the left. They are used to insert the bench dog or holdfast (in dialect gámbär) which, placed in the correct positions along the length of the workpiece, with the help of the vice movement will clamp the piece onto the table top. The bench dog is an L-shaped iron piece with the head and shank slightly smaller than the hole, with a spring applied laterally on the shank (from which the name gámbär derives) that holds it firm at the required height.
On the left legs, the vertical vice is positioned. A wooden board as wide as the leg, 4 or 5cm thick, its height a couple of centimetres less than the height of the bench (approximately 90cm) which varies depending on the height of the benches. It moves by means of a large wooden screw that enters purpose-made holes in corresponding positions, 10cm below the top of the bench. A wooden guide with holes fixed at the lower part to support it above the floor passes through the hole made in the leg; a wooden dowel (or iron rod) inserted in the appropriate hole to obtain the space for the thickness of the workpiece will allow it to be secured without disconnection from the structure.
A panel with multiple holes inserted between the crosspiece that has an inverted V-shaped edge and the bench line, by sliding it and inserting a peg in the right hole, will horizontally support longer workpieces above the bench top. It is called a servente (in dialect "sergent da legn"). The bench can have one or two drawers under the top that move crosswise, sliding out from both sides. A rod with a toothed edge fixed to a solid base with a block that slides along it, locking onto the teeth at the desired height, serves to provide a secure support for panels that are clamped at 90 degrees in the drawer vice and is called a fattorino ("gârzon da legn").
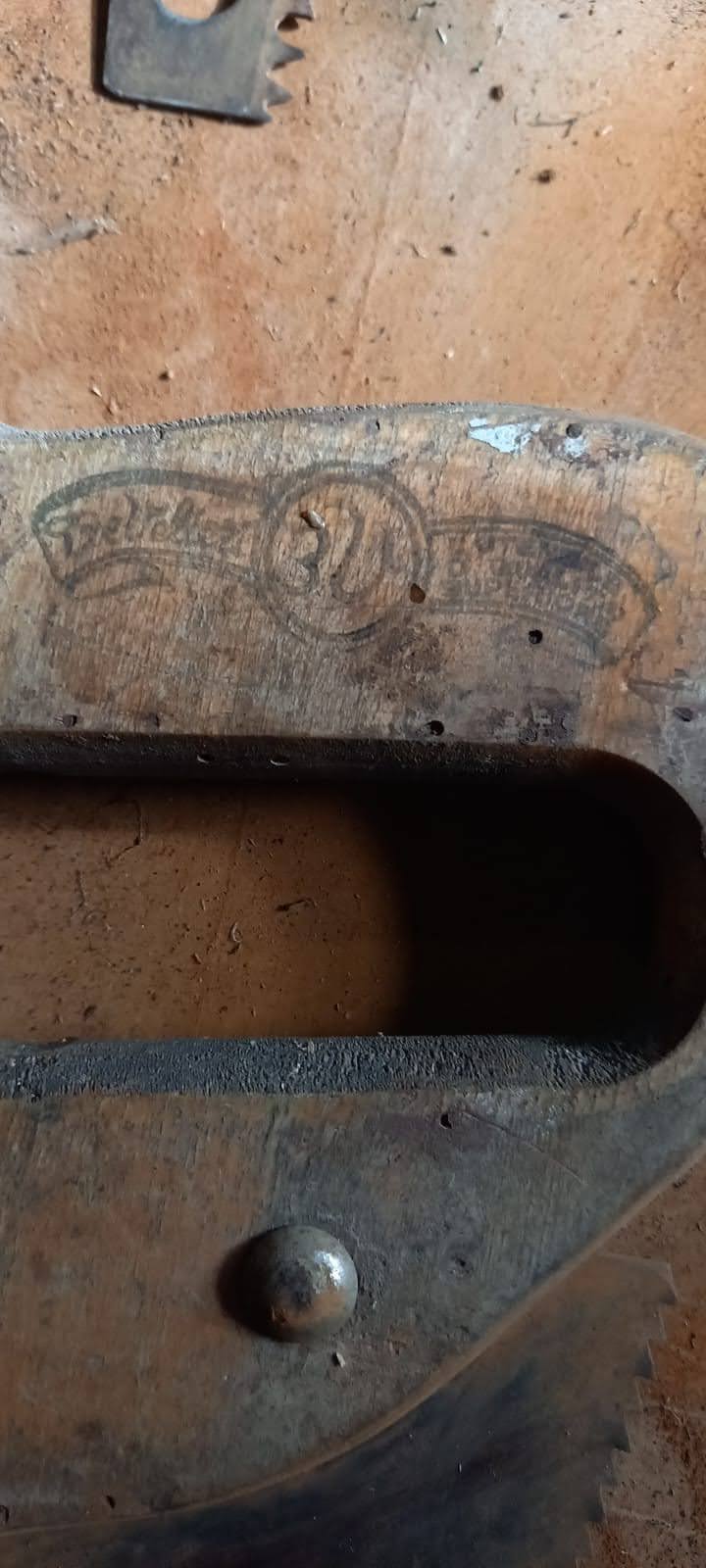
The carver's workbench measures 130 to 180 cm in length and 60–70 cm in width (small). The original version (though some are adapted) has vices on only one side, while on the other side along the length there is a recess 8 cm deep and approximately 10 cm wide where the carver places the tools being used, preventing them from falling off the bench and getting damaged during work.
Normally the side without vices is placed against the wall to gain more stability and prevent disturbance while working, as it is a task requiring great precision. At the end of the working day, the gouges and chisels that the carver has used are inspected, sharpened and placed in a special wooden box, well ordered, to prevent them from deteriorating and becoming unsuitable for extremely precise work. In the tool rack that is normally on the wall above the bench, where the bench is placed against, are kept the other tools that may be needed but do not require the same level of attention.
On 18 April 2026, the exhibition opened its doors to resounding success. The inaugural ceremony drew enthusiastic participation from hundreds of visitors, students, craftsmen and local history enthusiasts. The ribbon cutting marked the beginning of an extraordinary journey through the artisan heritage of Lissone, welcomed with warm applause from the community.
Rasps, with their raised teeth, were used for rapid roughing of wood, while finer-cut files produced smooth and regular surfaces. The collection includes flat, half-round and needle rasps for detail work. Some bear the maker's mark "Conconi - Como", a renowned Italian tool manufacturer.
Marking gauges are scribing tools used to incise lines parallel to the edge of a board, essential for preparing mortise and tenon joints. Each gauge consists of a wooden stem passing through a guide head, locked in position with a wedge. Some models have a double point for marking both sides of a mortise simultaneously.
Cross-peen hammers were the carpenter's principal tool. The flat face was used for driving nails and assembling joints, while the peen (the tapered end) allowed starting small nails and tacks in tight spots. The collection includes hammers of various sizes: from small upholstery hammers to heavier ones for carpentry, as well as veneering hammers for pressing wood sheets during gluing.
Flat chisels were used for mortise work, finishing and joint assembly. Gouges, with their curved blades of various widths, were indispensable for the decorative carving that characterised Lissone furniture. The collection comprises over one hundred pieces with wooden handles and brass ferrules, as well as a set of fine carving gouges for detail work and inlay.
Plane irons are the steel blades that form the heart of hand planes. The collection documents the variety of European manufacturers used in Lissone workshops: from French Goldenberg to German FWB and Matador, to Italian Stella Bianca in chrome-vanadium steel. Widths range from 42 to 48 mm. Scrapers completed surface finishing, shaving the wood to achieve perfect smoothness.
Gimlets and T-handled augers were essential tools for making holes in wood for inserting nails, tacks and screws. Consisting of an iron shaft with a sharpened spiral at the end, they penetrated the wood with simple pressure and manual rotation. The collection includes specimens of various sizes, from large augers with pronounced spirals to small ring-handled gimlets.
Carpenter's pincers were used for extracting nails, gripping pieces and cutting wire. The collection includes various types: round-jaw pincers (carpenter's), pointed-jaw and flat-jaw pincers, all hand-forged iron with the characteristic riveted pin joining the two arms.
Hand saws (saràch) were fundamental in every workshop. The collection documents various types: the panel saw for straight cuts, the back saw (or tenon saw) for precise joints, the compass saw for curved and shaped cuts, and the dovetail saw for precision work. The wooden handles, fixed with rivets, often bear the makers' marks.
Oil cans were used to lubricate saw blades, hinges and workshop machinery. The collection includes pressure oil cans with long spouts and pear-shaped metal oilers, some bearing Husqvarna and Pfaff marks, originally intended for sewing machines and later repurposed in woodworking shops.
It differs from standard rebate planes because it has an adjustable guide fixed externally to the tool.
The two adjustment stops allow the guide to be secured in the correct parallel position, serving as a support for executing the desired shaping.
The guide is a thin metal sheet, just over a millimetre thick, that protrudes flush with the shaped iron that constitutes the blade.
The wood that was applied to the tool in the early rebate planes can be seen in the photos of the five tools that document the evolution of the instrument.
N.B. In doors with glass, it was indispensable for creating the groove where the glass was inserted and then secured.
This category includes gimlets, which are used to make small holes in wood. A gimlet consists of an iron shaft that ends with a sharpened spiral. The handle is formed by a flattened or oval ring. At the end of the shaft protrudes a point, which can be made of iron or wood.
It is sufficient to apply a small pressure on the handle and, rotating it in the direction of the spiral, the gimlet penetrates into the wood. It is used to make small holes intended for inserting nails, tacks and especially thick screws.
Augers are divided into different types:
They consist of a shaft that begins with a small spiral point about one or one and a half centimetres long; then the spiral widens, taking on a flared shape. The width of the spiral corresponds to the diameter of the hole desired.
They are formed by a shaft with a point over one centimetre long, often equipped with a graduated scale. They end with a double-pointed spiral: one serves to start the hole, the other to regulate the width of the spiral, ensuring a regular hole and balance of the shaft.
The rotary motion is performed manually by the operator with both hands, using a special wooden support equipped with a crank ring fixed halfway along the shaft. The piece of wood inserted in the ring is arranged transversely on the opposite side from the point of the shaft.
Some augers have a ring about 2 cm in diameter. Others end with a pyramidal point that fits into the middle of the wood to facilitate drilling.
The auger can have a length of about 20-30 cm. The maximum width is about 2 cm, while the minimum varies between 1 and 1.5 cm. The ends are slightly thinner for about 2-3 cm and have rounded edges.
Drilling tools also include drill bits, both chemical and mechanical, which are considered among construction tools and are used in industrial settings for rapid machining.
Clamps are used for gluing. Different types of clamps that were built according to the type of gluing to be carried out:
Bench vices — for squaring the edges of large solid wood pieces that were glued onto surfaces and then shaped: especially for capitals and furniture bases.
It consists of a solid wood panel, of a hard wood species, with a groove: it is the surface on which a frame rests, through which a blade slides operated by a lever.
In the groove slides a square set at a 30° / 45° angle, against which shaped wooden strips are placed and cut to size to form raised designs on door panels, and for doors with frames and inner panels, to connect the different thicknesses with a shaped moulding.
When over time the piece where the blade descends becomes marked, a thin panel of hard wood is placed to prevent breakage of the shaped wood, and it too will be replaced when worn from use.
The operation was called "cörpiná".
Hand planes were among the most important tools of the workshop. With their solid wood body (generally beech) and high-quality steel blades, they were used for flattening, smoothing and shaping wood surfaces. The collection includes specimens from prestigious European manufacturers: Weiss & Sohn of Vienna, Ott & Co. (Germany) and Otto Frank Werkzeuge, testimony to the commercial relationships between Lissone workshops and the finest tool manufacturers on the continent.
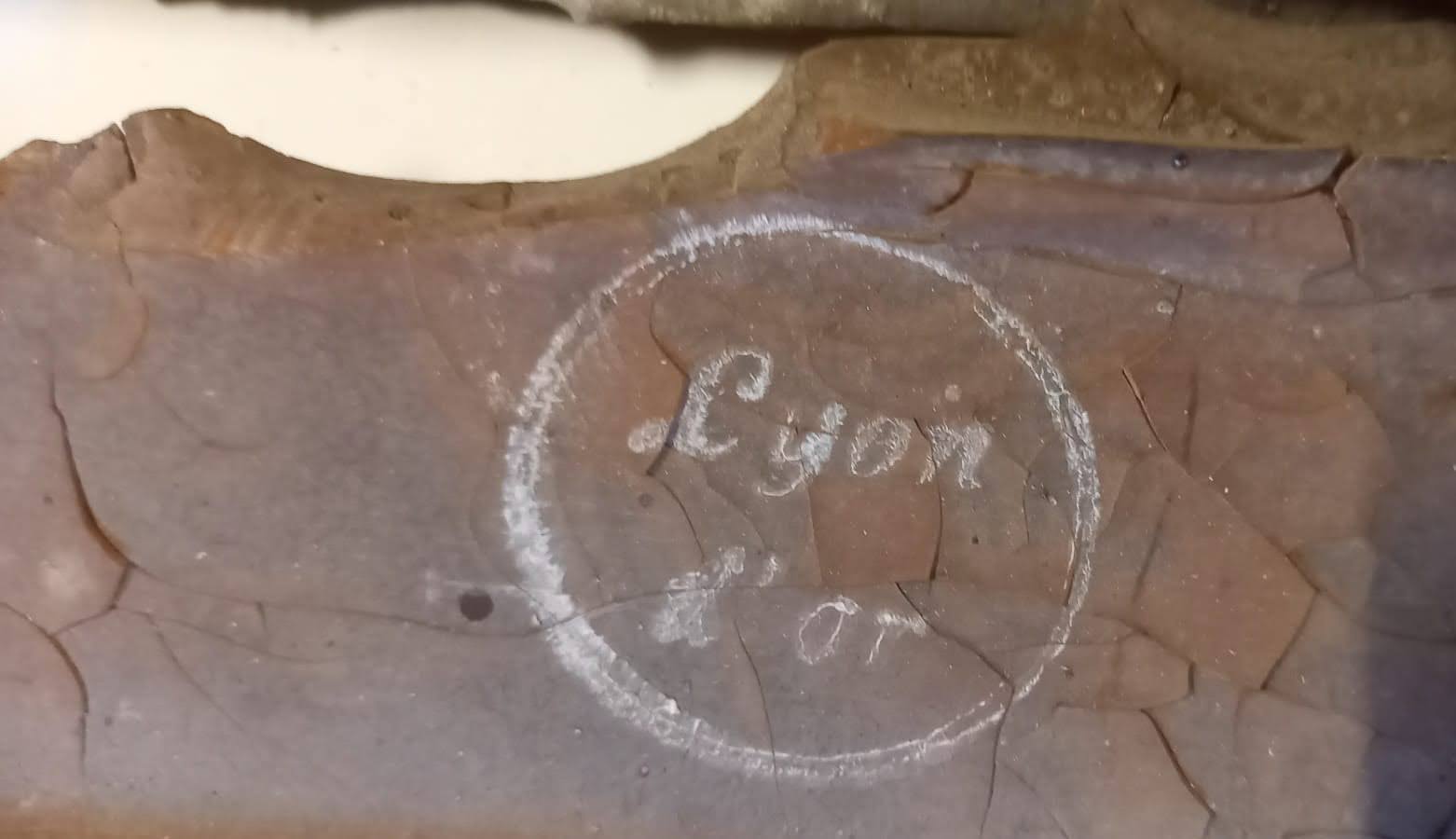
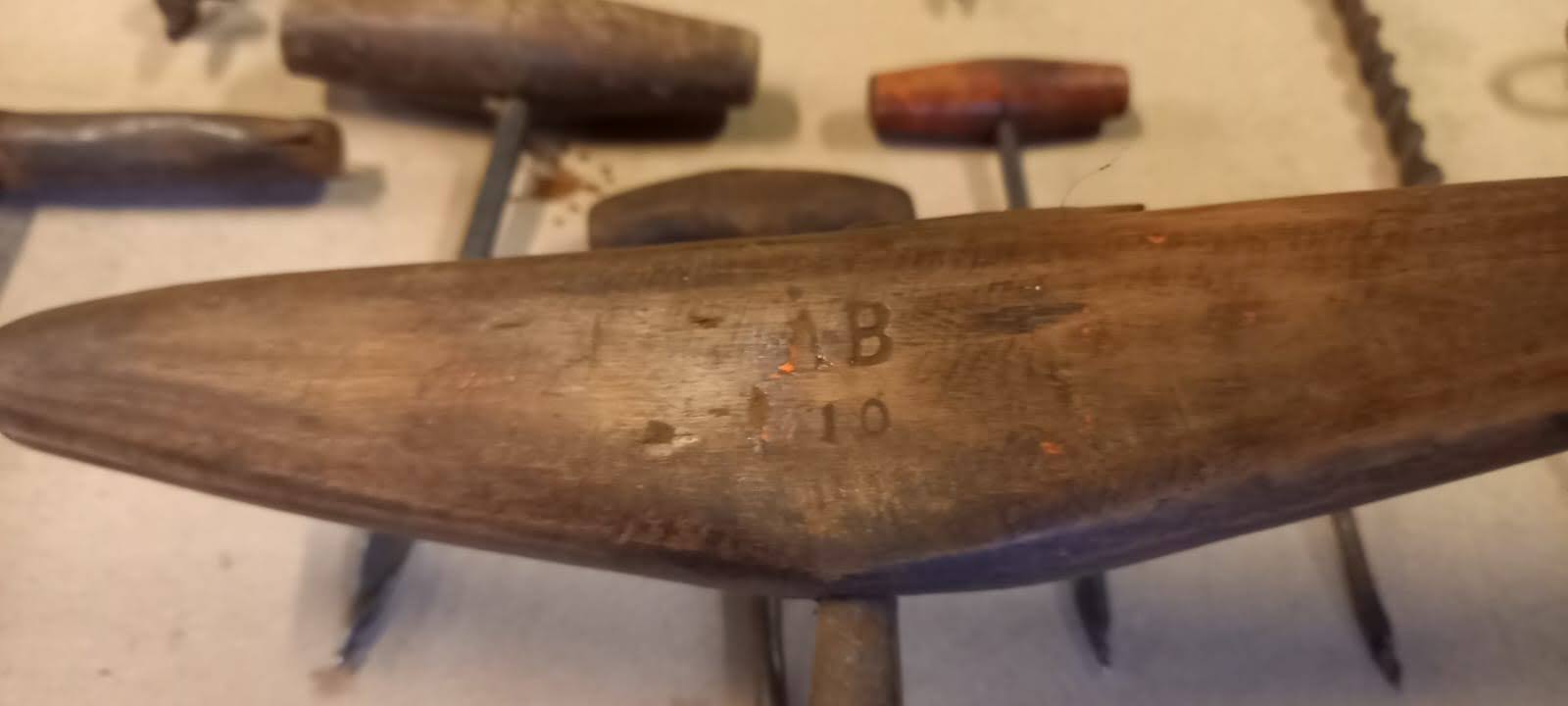
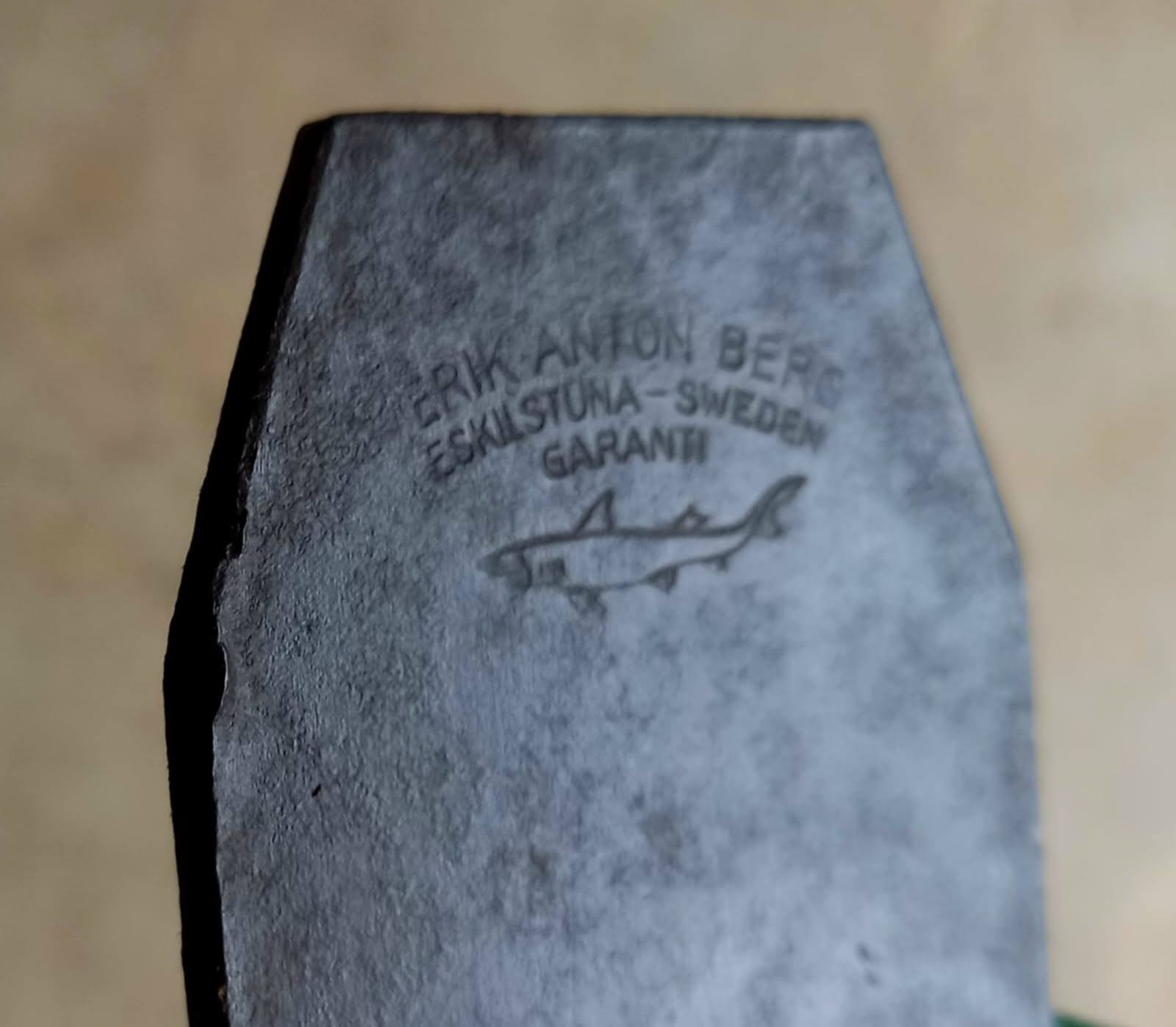
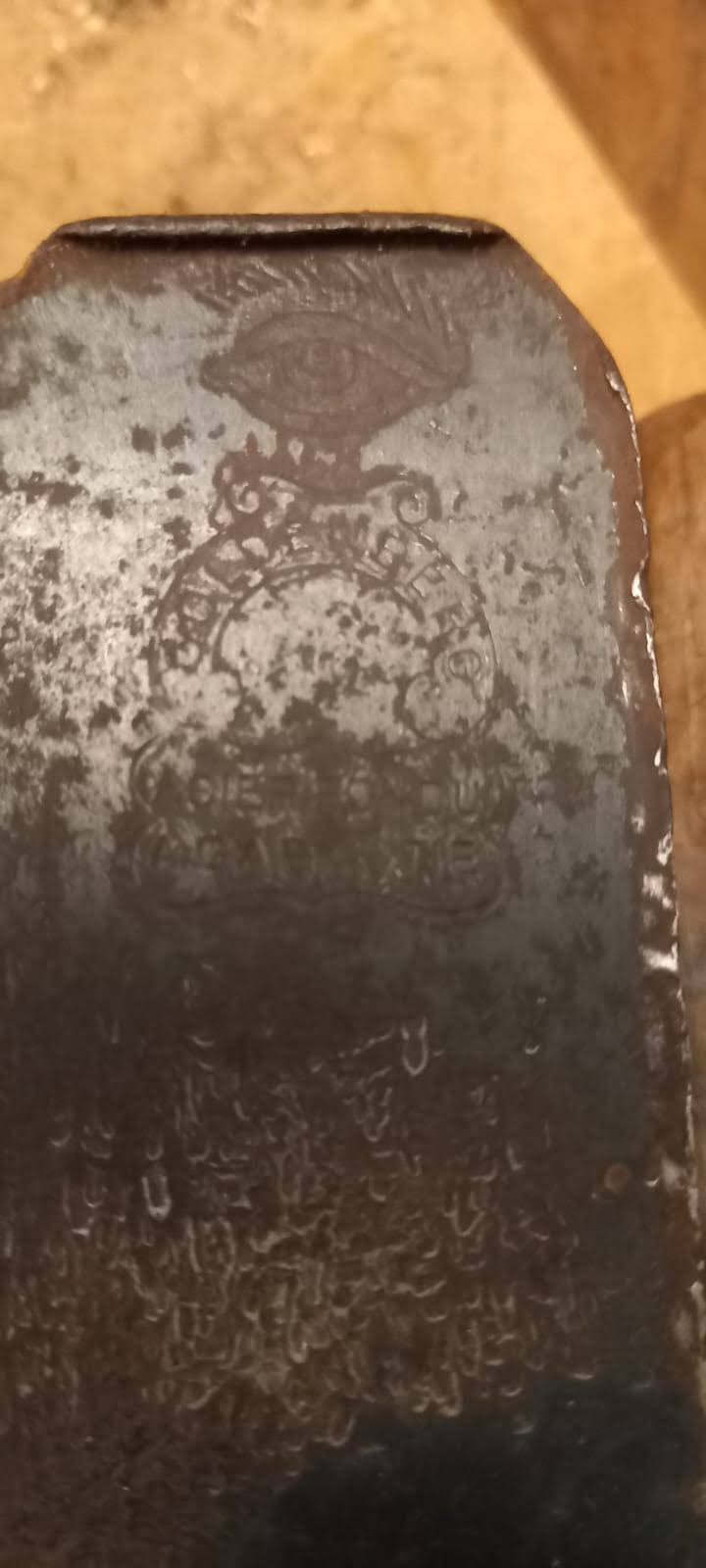
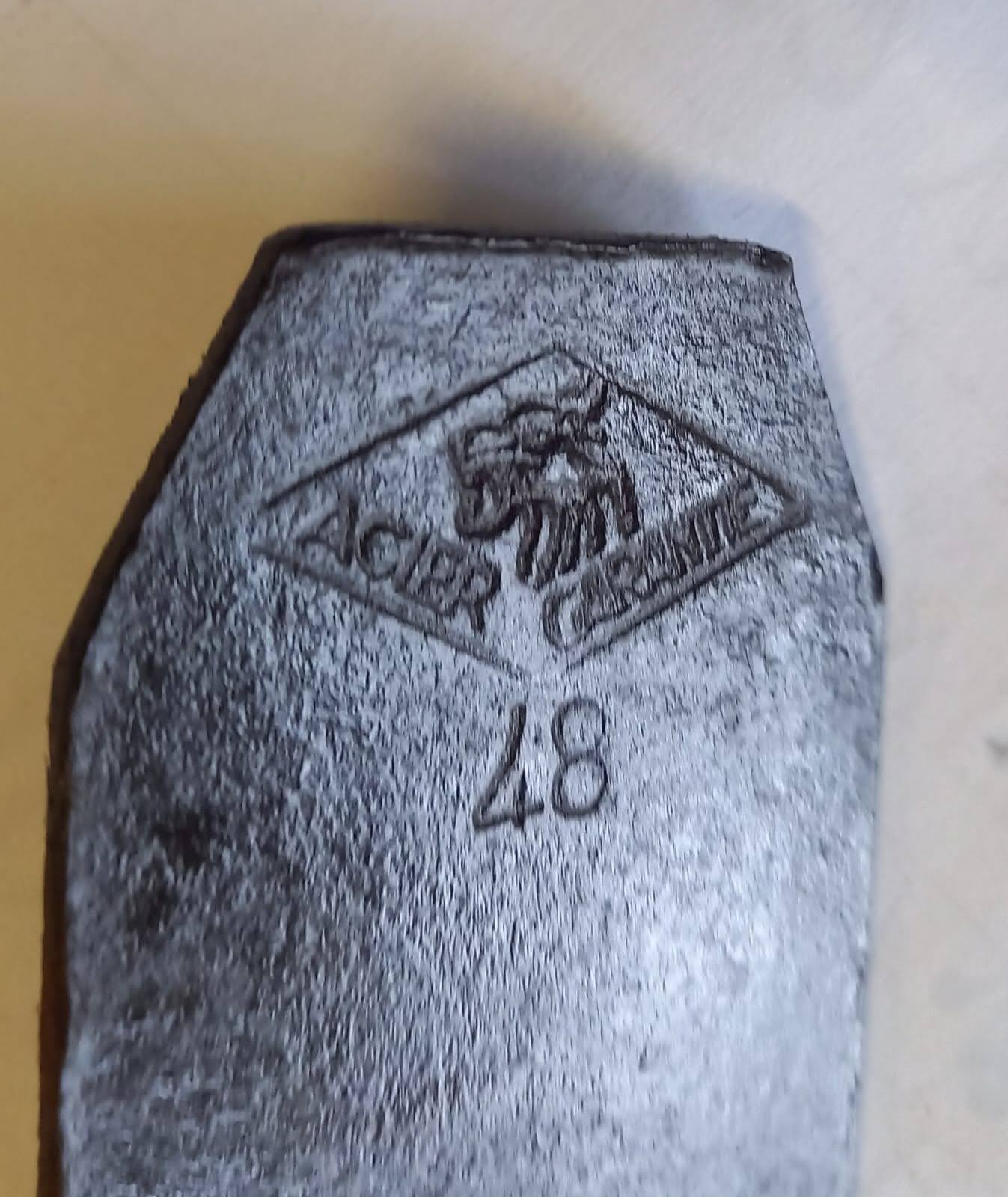
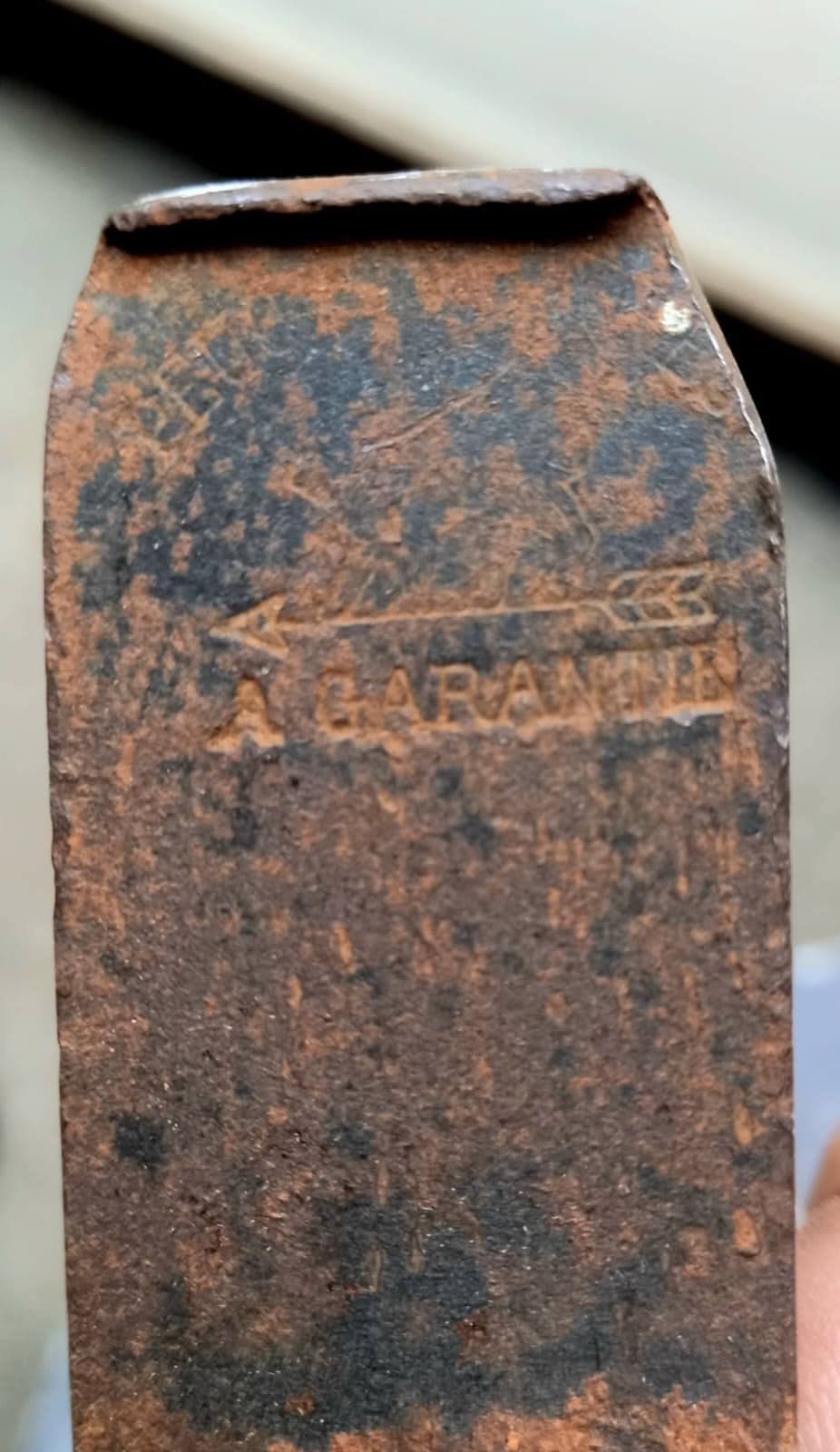
The plane irons (blades) came from the finest European manufacturers. The collection documents marks of great prestige: Peugeot Frères (France), with the famous lion and "Garantie" inscription; Goldenberg (Alsace, founded in 1823); Erik Anton Berg of Eskilstuna (Sweden), renowned for its highest quality steel. Each iron bears its own guarantee mark, testimony to the quality demanded by the master craftsmen of Lissone.
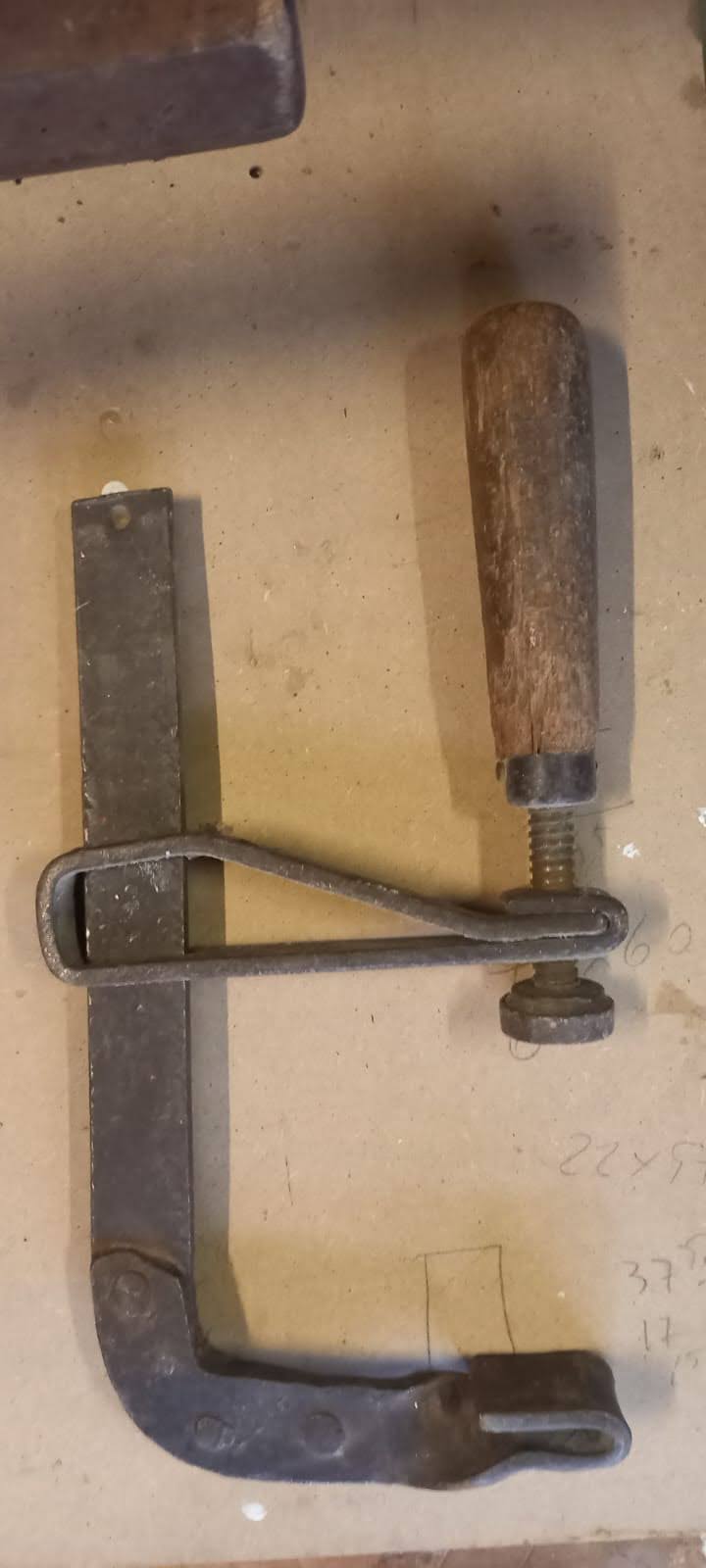
Clamps were indispensable for holding wood steady during gluing and furniture assembly. The collection includes wooden bar clamps with screws, metal C-clamps, small screw clamps for veneering, F-clamps with sliding bars and large screw presses in solid wood for panels.
The guillotine cutter for veneering, with cast iron frame and operating lever, allowed clean and precise cuts on thin wood sheets intended for furniture covering. It was a fundamental tool for the production of veneered furniture, a speciality of Lissone workshops.
As can be seen, the small planes arranged on the left side of the photo have a curved half-moon wooden part, which can be replaced and is joined to the piece with the handle not by gluing, but is perfectly united by inserting the blade knife and the wedge that fixes it hermetically.
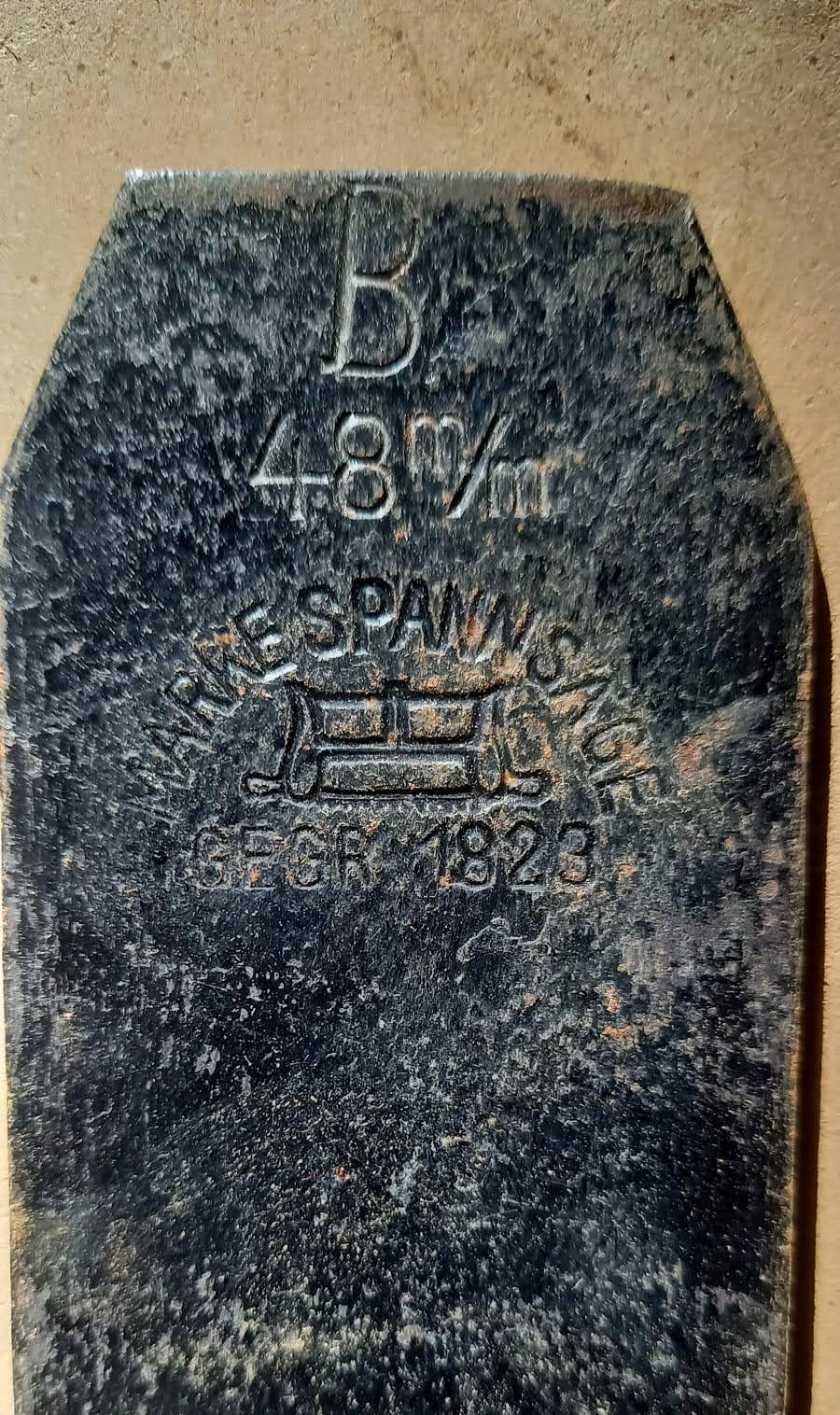
The small plane irons came from renowned European manufacturers: Peugeot Frères (France), E.C. Emmerich with the "Spann Sage" mark (Germany, founded in 1823), and other producers with the "A Garantie" mark. Each iron bears its own quality mark stamped in the steel.
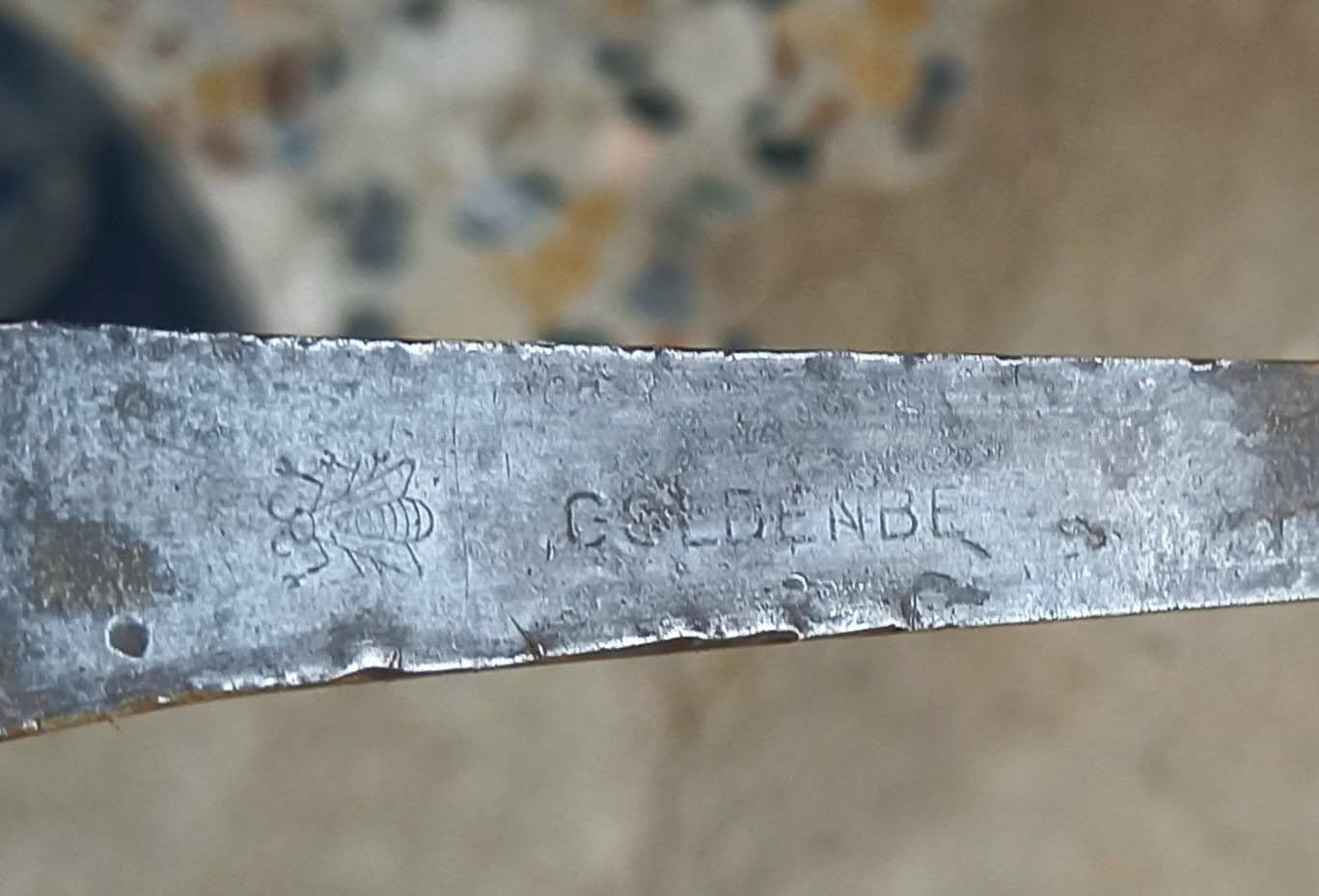
Marking and carving knives were precision tools used for incising reference lines, cutting veneers and finishing decorative details. The collection includes specimens with Goldenberg blades (France), recognisable by the characteristic bee mark.
The chisels and gouges in this collection bear the marks of the most celebrated European cutlery centres: Sheffield (England) and Jernbolaget of Eskilstuna (Sweden). The quality of steel from these manufacturers was particularly prized by the master craftsmen of Lissone.
Hide glue (fish glue or strong glue) was the traditional adhesive of furniture workshops. It came in amber, semi-transparent blocks that were dissolved in a double boiler before use. Its heat-reversibility made it ideal for furniture construction and restoration, allowing joints to be disassembled when necessary.
The files and rasps in this collection document the international network of manufacturers that supplied Lissone workshops: from the Raspificio Lombardo (local Lombard production) to Nicholson (American, produced in Holland), from the European Kolberg to Magicut. The variety of marks testifies to the craftsmen's constant pursuit of quality.
After the mid-twentieth century, metal and plastic tools and implements were introduced, which made adjustment and maintenance easier, but their spread in the workshops was not widespread because almost simultaneously the first electric tools and implements were produced, which would replace manual work in a short time.
Some tools from the collection have been digitised through 3D scanning, allowing them to be explored from every angle. This is a first trial of 3D scanning technology applied to the exhibition items, which will be refined in the next phases of the project.